
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик



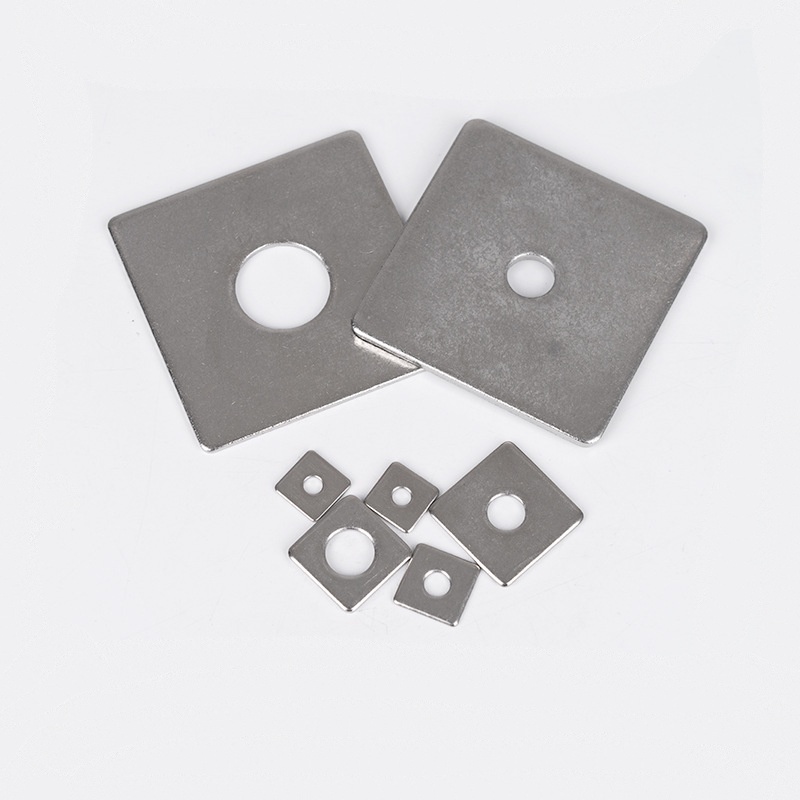


தொழில்துறை தர சதுர வாஷர்
இண்டஸ்ட்ரியல் கிரேடு ஸ்கொயர் வாஷர் பெரும்பாலும் பொறியாளர்களால் தேர்வு செய்யப்படுகிறது. எந்தவொரு ஃபாஸ்டென்னர் தேவைக்கும், தொழில் வல்லுநர்கள் Xiaoguo® இன் நிபுணத்துவம் மற்றும் சந்தையில் நம்பகமான சப்ளையர்களை சார்ந்து இருக்க முடியும் என்பதை அறிவார்கள்.
மாதிரி:ASME/ANSI B18.16M-5-2004
விசாரணையை அனுப்பு
தயாரிப்பு விளக்கம்
தொழில்துறை தர சதுர துவைப்பிகளுக்கான தரக் கட்டுப்பாடு சரியான பொருட்களைத் தேர்ந்தெடுப்பதில் தொடங்குகிறது. அவை மூலப்பொருட்களின் கடினத்தன்மையை சோதித்து, அவை எவ்வளவு பதற்றத்தைத் தாங்கும் என்பதைச் சரிபார்த்து, பொருட்கள் துருப்பிடிக்காததா என்பதைச் சரிபார்க்கின்றன. கூடுதலாக, துவைப்பிகள் தேவையான பரிமாணங்களை பூர்த்தி செய்வதை உறுதி செய்வதற்காக உற்பத்தி செயல்முறையின் ஒவ்வொரு படிநிலையையும் அவர்கள் உன்னிப்பாகக் கண்காணிக்கிறார்கள் - இந்தச் செயல்பாட்டின் போது, அவர்கள் மாதிரிகளை அளவிடுவதற்கு காலிப்பர்கள் மற்றும் மைக்ரோமீட்டர்களைப் பயன்படுத்துகிறார்கள். இந்தச் சோதனைகள் அனைத்தையும் செய்வதன் மூலம், ஒவ்வொரு வாஷரும் தேவையான அளவு வரம்புகளைப் பூர்த்தி செய்து, எதைப் பயன்படுத்துகிறதோ அது போலவே செயல்படும்.
தர உத்தரவாதம்
தொழில்துறை தர சதுர துவைப்பிகளின் ஒவ்வொரு தொகுதியும் அனுப்பப்படும் முன் சரிபார்க்கப்படும். தர ஆய்வாளர்கள் அளவு சரியாக இருப்பதையும், மேற்பரப்பு நன்றாக இருப்பதையும், பூச்சு போதுமான தடிமனாக இருப்பதையும் உறுதிசெய்கிறது. அவர்கள் வேலை செய்கிறார்களா என்று சோதனைகள் செய்கிறார்கள்—அவை வழக்கமான போல்ட் மற்றும் நட்டுகளுடன் பொருந்துகிறதா என்று சரிபார்ப்பது போன்றவை. இந்த படி வடிவமைப்பு விவரக்குறிப்புகளுடன் பொருந்தாத பாகங்களைக் கண்டறியும், எனவே வாஷர்களை வெளியே அனுப்பும் முன் அவர்கள் விஷயங்களைச் சரிசெய்யலாம். வாடிக்கையாளர்கள் விரும்பினால், ஆர்டரைப் பற்றி மேலும் உறுதியாக உணர ஆய்வு அறிக்கைகளைக் கேட்கலாம்.
அடிக்கடி கேட்கப்படும் கேள்விகள்
கே: உங்கள் தொழில்துறை தர சதுர துவைப்பிகளுக்கு என்ன மேற்பரப்பு சிகிச்சை விருப்பங்கள் உள்ளன?
A:செயல்திறன் மற்றும் நீடித்து நிலைத்தன்மையை அதிகரிக்க எங்கள் சதுர வாஷர் தயாரிப்புகளுக்கு பல்வேறு மேற்பரப்பு சிகிச்சைகளை நாங்கள் வழங்குகிறோம். பொதுவான விருப்பங்களில் துத்தநாக முலாம் (நீலம்/தெளிவான அல்லது மஞ்சள் குரோமேட்) நல்ல அரிப்பை எதிர்ப்பது, கடுமையான சூழல்களுக்கு ஹாட் டிப் கால்வனைசிங், லேசான பாதுகாப்பு அடுக்குக்கு கருப்பு ஆக்சைடு மற்றும் தற்காலிக துருவைத் தடுப்பதற்கான வெற்று எண்ணெய் பூச்சு ஆகியவை அடங்கும்.
| திங்கள் | Φ6 |
Φ8 |
Φ10 |
Φ12 |
Φ14 |
Φ16 |
Φ20 |
Φ24 |
| d அதிகபட்சம் | 6.4 | 8.5 | 10.5 | 12.5 | 14.5 | 16.5 | 21 | 25 |
| d நிமிடம் | 6.15 | 8.25 | 10.25 | 12.25 | 14.25 | 16.25 | 20.75 | 24.75 |
| நிமிடம் | 16.4 | 19.4 | 22.4 | 29 | 32.1 | 35.8 | 42.3 | 55.2 |
| h | 1.8 | 1.8 | 1.8 | 2.9 | 2.9 | 2.9 | 3.9 | 3.9 |

சூடான குறிச்சொற்கள்: தொழில்துறை தர சதுர வாஷர், சீனா, உற்பத்தியாளர், சப்ளையர், தொழிற்சாலை
தொடர்புடைய வகை
விசாரணையை அனுப்பு
தயவுசெய்து உங்கள் விசாரணையை கீழே உள்ள படிவத்தில் கொடுக்க தயங்க வேண்டாம். நாங்கள் உங்களுக்கு 24 மணி நேரத்தில் பதிலளிப்போம்.








