
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик




நிலையான டி ஸ்டைல் வெல்ட் நட்ஸ் ஏற்றவும்
சுமை நிலையான T பாணி வெல்ட் கொட்டைகள், ஒருமுறை வெல்டிங் செய்யப்பட்ட மற்ற பல நட்டு வகைகளுடன் ஒப்பிடும்போது அதிர்வு மற்றும் தளர்ச்சிக்கு சிறந்த எதிர்ப்பை வழங்குகின்றன. தரமான உற்பத்தி, நம்பகமான உற்பத்தியாளர்களால் ஆதரிக்கப்படுகிறது, இது Xiaoguo® க்கு மையமானது, தயாரிப்புகள் சர்வதேச தரத்தை அடைவதை உறுதி செய்கிறது.
மாதிரி:JIS B1196-3.2-1994
விசாரணையை அனுப்பு
தயாரிப்பு விளக்கம்
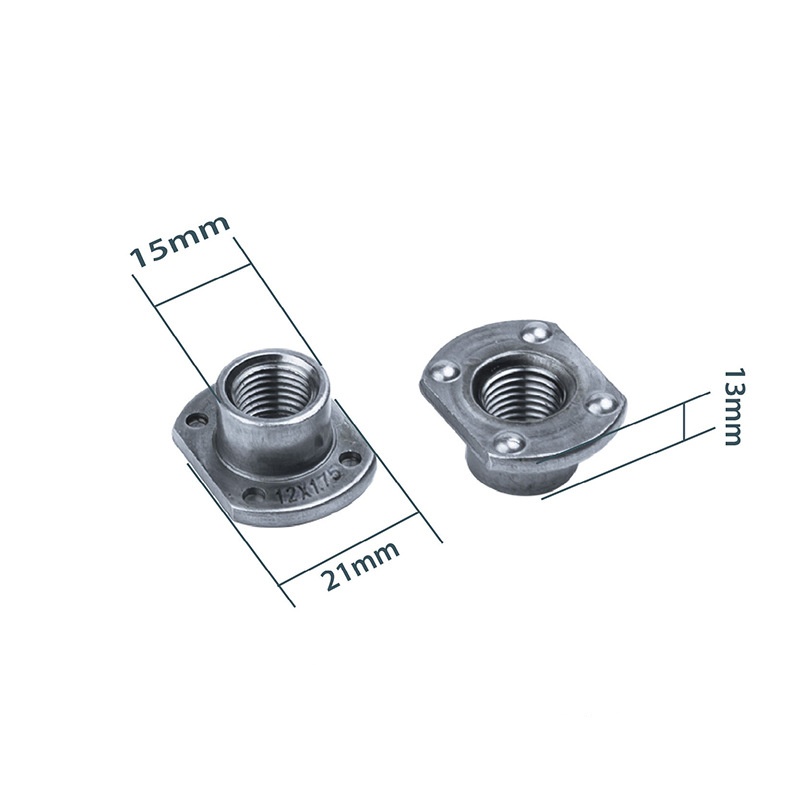
நீங்கள் இருபுறமும் செல்ல வேண்டிய போல்ட்களைப் போலல்லாமல், நிலையான டி ஸ்டைல் வெல்ட் கொட்டைகளை ஏற்றுவதற்கு ஒரு பக்கத்திலிருந்து மட்டுமே அணுக வேண்டும்-இரண்டும் வெல்டிங் மற்றும் ஃபாஸ்டென்சர்களை வைக்கும். மூடப்பட்ட பாகங்கள் அல்லது பெட்டி வடிவ பிரிவுகளுக்கு இது மிகவும் பயனுள்ளதாக இருக்கும்.
மேலும், பெரிய flange தாள் உலோக எதிராக சீல் உதவுகிறது. வெல்டிங் செய்வதற்கு முன் நீங்கள் முத்திரை குத்த பயன்படும் மெழுகு போன்ற ஒரு வகை பொருள் அல்லது கேஸ்கட்களை வெல்டிங் செய்வதற்கு முன், இந்த கொட்டைகள் இறுக்கமான பொருத்தம், கசிவு-ஆதார இணைப்பை உருவாக்க உதவும்.
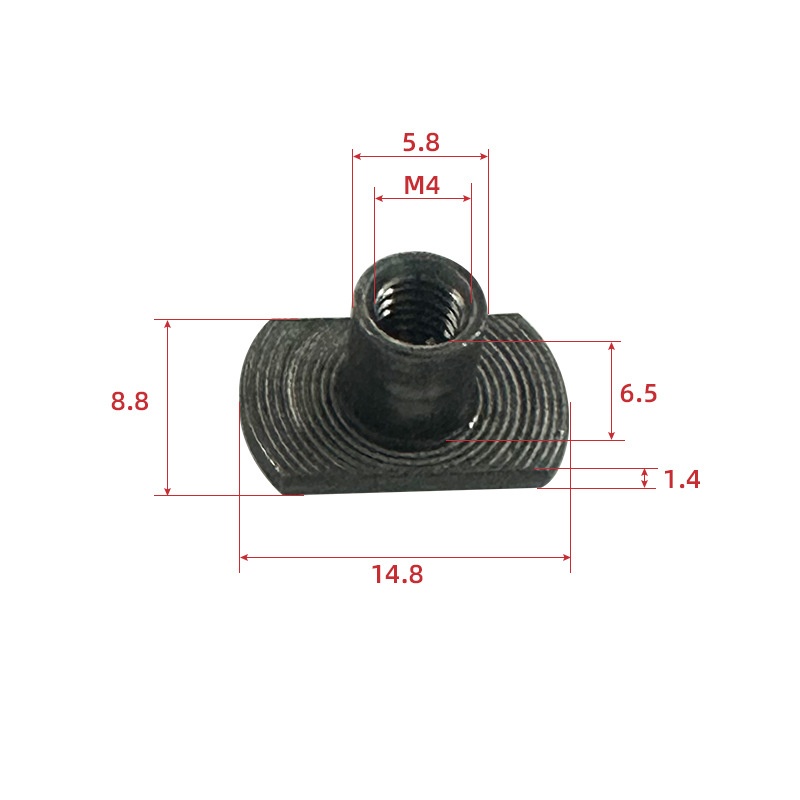
| திங்கள் | M4 | M5 | M6 | M8 | M10 | M12 |
| P | 0.7 | 0.8 | 1 | 1︱1.25 | 1.25︱1.5 | 1.5︱1.75 |
| dk அதிகபட்சம் | 20.5 | 20.5 | 23.7 | 23.7 | 31 | 33.2 |
| dk நிமிடம் | 19.5 | 19.5 | 22.3 | 22.3 | 29 | 30.8 |
| அதிகபட்சம் | 12.25 | 12.25 | 14.3 | 14.3 | 19.4 | 21.5 |
| நிமிடம் | 11.75 | 11.75 | 13.7 | 13.7 | 18.6 | 20.5 |
| ds அதிகபட்சம் | 5.9 | 6.7 | 8.3 | 10.2 | 13.2 | 15.2 |
| ds நிமிடம் | 5.4 | 6.2 | 7.8 | 9.5 | 12.5 | 14.5 |
| k அதிகபட்சம் | 5.9 | 6.9 | 7.5 | 9 | 10.6 | 11.8 |
| கே நிமிடம் | 5.1 | 6.1 | 6.5 | 8 | 9.4 | 10.2 |
| h அதிகபட்சம் | 1.4 | 1.4 | 1.85 | 1.85 | 2.3 | 2.3 |
| ம நிமிடம் | 1 | 1 | 1.35 | 1.35 | 1.7 | 1.7 |
| d0 அதிகபட்சம் | 3.25 | 3.25 | 3.25 | 3.25 | 4.05 | 4.05 |
| d0 நிமிடம் | 2.75 | 2.75 | 2.75 | 2.75 | 3.55 | 3.55 |
| d1 அதிகபட்சம் | 15.2 | 15.2 | 17.25 | 17.25 | 22.3 | 24.3 |
| d1 நிமிடம் | 14.8 | 14.8 | 16.75 | 16.75 | 21.7 | 23.7 |
பொருந்தக்கூடிய காட்சிகள்:
AISI 1008, 1010, 1018 போன்ற லோட் ஸ்டேபிள் டி ஸ்டைல் வெல்ட் நட்களுக்கான மிகவும் பொதுவான மற்றும் மலிவான பொருள் நடுத்தர கார்பன் ஸ்டீல்.
கார்பன் எஃகு சுமை நிலையான டி பாணி வெல்ட் கொட்டைகள் மிகவும் வழக்கமான தொழில்துறை பயன்பாடுகளுக்கு நன்றாக இருக்கும், உள்ளே அல்லது சிறிய அரிப்பு உள்ள இடங்களில்-குறிப்பாக பாதுகாப்பு பூச்சு இருந்தால். அவற்றின் வலிமை பண்புகள், அவை பற்றவைக்கப்பட்டவுடன் கடினமான கட்டுதல் வேலைகளுக்குத் தேவையான வெட்டு மற்றும் இழுக்கும் சக்திகளைக் கையாள முடியும் என்பதாகும்.

நிறுவல் வழிமுறைகள்:
சுமை நிலையான டி ஸ்டைல் வெல்ட் நட்களில் இருந்து சிறந்த வலிமையைப் பெற, நீங்கள் வெல்டிங் அமைப்புகளைக் கட்டுப்படுத்த வேண்டும் - தற்போதைய, நேரம், அழுத்தம் - சரியாக நட்டின் பொருள் மற்றும் தடிமன் ஆகியவற்றிற்கு குறிப்பிடப்பட்டுள்ளது.
மேற்பரப்பை சரியாக தயாரிப்பது மிகவும் முக்கியம்: சுத்தமான, உலோகத்தில் எண்ணெய் இல்லை. ப்ரொஜெக்ஷன் மூலம் வெல்டிங் மின்னோட்டத்தை மையப்படுத்த வடிவமைப்பு உதவுகிறது, ஆனால் இயந்திரத்தை சரியாக அமைப்பது மற்றும் ஆபரேட்டர்கள் அவர்கள் என்ன செய்கிறார்கள் என்பதை உறுதிப்படுத்துவது முக்கியம். ஒவ்வொரு டி-ஸ்டைல் நட்டிலும் நீங்கள் சீரான, வலுவான வெல்ட்களைப் பெறுவது இதுதான்.
சூடான குறிச்சொற்கள்: லோட் ஸ்டேபிள் டி ஸ்டைல் வெல்ட் நட்ஸ், சீனா, உற்பத்தியாளர், சப்ளையர், தொழிற்சாலை
தொடர்புடைய வகை
அறுகோண நட்டு
சதுர நட்
அறுகோண ஃபிளேன்ஜ் நட்
பூட்டு திருகு
தொப்பி நட்
அறுகோண துளையிடப்பட்ட நட்
கை திருகு தி நட்
வட்ட கொட்டை
ஹப்ஸ் நட்ஸ்
டி-நட்
நாணல் நட்
மற்ற கொட்டைகள்
விசாரணையை அனுப்பு
தயவுசெய்து உங்கள் விசாரணையை கீழே உள்ள படிவத்தில் கொடுக்க தயங்க வேண்டாம். நாங்கள் உங்களுக்கு 24 மணி நேரத்தில் பதிலளிப்போம்.








